
HSS END MILLS
Type of HSS End Mills
PARALLEL SHANK ROUGHENING END MILLS
TAPER SHANK ROUGHENING END MILLS
Wide Range : Diameter – 3mm up to 100mm and Length – 37mm to 800mm
Tolerances : e8 / JS14 / Customer Specific
View catalog








Customers of HSS End Mills
- TATA Motors Limited
- Toshiba JSW Power Sysems Pvt Ltd
- Lucas TVS Limited
- Lakshmi Machine Works Limited
- Premium Transmission Pvt Ltd
- BBL Daido Private Limited
- Diesel Modernisation Works
- EHWA Diamond India Pvt Ltd
- Shanti Switchgears Pvt Ltd

- Tool & Die Industries.
- Pocket Milling / Shoulder Milling in Machine Tool Industries.
- Woodruff cutters– in Automotive / Pump Industries.



GALLERY
• An Endmill is a cutting tool used in industrial milling applications.
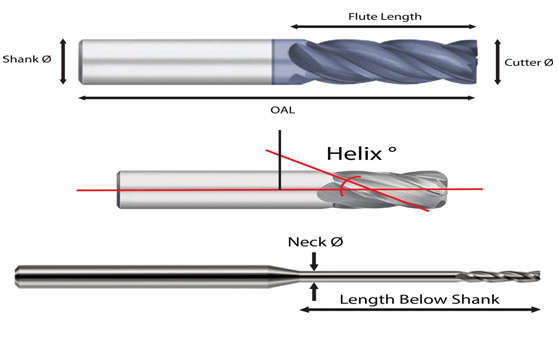

Following are the elements of an Endmill
• Cutter Diameter
• Shank Diameter
• Overall Length
• Flute Length
• Length Below Shank
• Neck Diameter
• Helix Angle
• Flutes
• Variable Helix
• Variable Pitch
• To ensure that you do not damage the material you are attempting to drill into, it is imperative that you have to use the correct drill bit.
• Width of the shank that is held in the toolholder.
• Total length of the tool between both axial ends.
• Functional cutting depth with the tool in the axial orientation.
• Also called the reach, is the length from the neck portion to the end of the cutting end of the tool.
• Diameter of the neck.
• Angle measured from the centreline of the tool and a straight-line tangent along the cutting edge.
• A variable helix Endmill utilizes unequal flute spacing to reduce harmonics which can extend tool life and improve part finish.
• Variable Pitch refers to cutting edge spacing that is unequal.
• By creating an Endmill with unequal pitch between tooths, cutting forces are changed which results in reduced vibration, higher feed rates and better part finishes.
• The spiralled cutting grooves in the tool.
• Fewer flutes allow for larger chips and a deeper cut depth, but are weaker and best suited for plastics and Aluminium.
• More flutes increase the tool strength but reduce the cutting depth for a smoother cut better suited for harder materials.
• Single Flute: Used for high-speed machining of high-volume material removal often in plastics or CFRP.
• Two Flute: Used for high-volume removal in slotting and pocketing non-ferrous materials.
• Three Flute: The same space between flutes as the two-flute Endmill but are stronger. Used for ferrous and non-ferrous materials.
• Four Flute: Stronger than the three-flute Endmill allowing for faster feed rates. They have less flute space than the 3-flute Endmill and produce smaller chips. These are most often used when cutting ferrous materials.
• Five Flute: Have smaller flute spacing than four-flute Endmills allowing for more strength than four-flute Endmills. These are better suited for high-efficiency milling and hard materials.
• Six Flute and Above: These are finisher Endmills that produce a very fine finish. They are also commonly used in dynamic or high-efficiency machining (HEM).
• Square Endmills
• Weldon Endmills
• Ball Endmills
• Radius Endmills
• Drill Endmills
• Roughing Endmills
• Rounding Endmills
• Undercutting Endmills
• Square Endmills have a 90-degree profile.
• They are used for all-around milling.

• Weldon Shank Endmills are produced with a Weldon flat to prevent any slippage.

• Ball Endmills (Ball Nose) have a round cutting surface used to mill contoured surfaces.

Corner Radius Endmills have a rounded corner to cut a specified radius.

• Finisher Endmills provide a smooth and polished finish in a single pass.
• Not suited for plunge cutting.

• Drill Endmills are used for spotting, drilling milling, and countersinking.
• Not recommended for drilling steel.
• Roughing Endmills also known as hog mills, are used to remove a large amount of material in a single pass.
• Roughing Endmills are available in course and fine pitch.

• Corner Rounding Endmills are used to mill round edges.
• The end of the tool is strengthened to reduce chipping.

• Undercutting Endmills are also known as lollipop cutters.
• They are versatile tools with many uses.

• It is distinguished from the drills in its application, geometry and manufacture.
• While a drill can only cut in the axial direction, an Endmill can cut in all directions.
• Endmills are used in milling applications such as profile milling, tracer milling, face milling, plunging, contouring, slotting, drilling, and reaming.
Important factors are
• Material to be Cut
• Operations to be Performed
• Number of Flutes
• Specification of Tool Dimensions
• Type of Tool Coating
Selecting the right Endmill will • reduce cycle time, • increase tool life, • produce a higher quality product
• Traditional Roughing
• Slotting
• Finishing
• Contouring
• Plunging
• High Efficiency Milling
• Work Material
• Material to be removed
• Surface finish required.
When used in the correct application, a coated tool will help to boost performance by providing the following benefits:
• More Aggressive Running Parameters
• Prolonged Tool life
• Improved Chip Evacuation
• Increase your feed
• Reduce your cutting forces by reducing speed and/or feed or axial and/or radial depth of cut
• Increase your clamping rigidity by changing over to a stub length end mill or improving your workpiece fixturing
• Change geometry - use an end mill with variable flute spacing or a small circular margin
• The cylindrical ground surface at major edges of drill fluteIf work surface looks uneven and rough, to improve the Surface Finish, possible resolutions are.
• Increase clamping rigidity
• Increase cutting speed
• Reduce feed
• Change to higher helix geometry
• Change to an end mill with more flutes
• Tool wear at cutting edges results in poor performance of tool.
• Reduce Spindle Speed - About 50% reduction in speed will almost double the tool life
• Check the feed – Right selection of feed rate will reduce Tool Wear
• Change tool material grade and/or add a coating